
Christopher J Hetzer, CEO, Gilman USA
The geometry of dovetail slides improves the precision of in-line movements for some machines.
 Dovetail-slide assemblies go into applications that need accurate linear strokes even under complex loading or nonstandard mounting arrangements. Like other linear-motion devices, they have a stationary rail (the base) and a moving carriage (the saddle). What sets these assemblies apart is that the rails have male dovetail geometry that securely engages female saddle geometry for better stability and load capacity than other linear-motion options.
Dovetail-slide assemblies go into applications that need accurate linear strokes even under complex loading or nonstandard mounting arrangements. Like other linear-motion devices, they have a stationary rail (the base) and a moving carriage (the saddle). What sets these assemblies apart is that the rails have male dovetail geometry that securely engages female saddle geometry for better stability and load capacity than other linear-motion options.
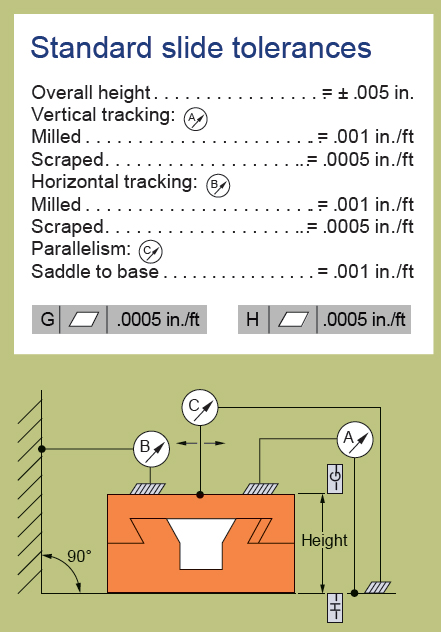
In most cases, both subcomponents are made of close-grained cast iron normalized to minimize distortion. Manufacturers usually machine and grind the saddle and base after assembly, so they are parallel on top and bottom surfaces for better mounting. Then the manufacturer either finishes the way-slide with milling (precise enough for the majority of applications) or hand-scraping to get a lower coefficient of friction and smoother operation (for demanding setups). Installers can drill, tap, or machine the sets to accommodate specific mounting requirements. Standard dovetail-slide sets range from a couple inches to 20 in. wide with saddles to 36 in. long, and bases to 96 in. or longer in some cases.

Besides the base and saddle, most dovetail slides have four other parts.
• Lubrication fittings. Lubrication is key to fast but precise dovetail-slide operation, so lube fittings are standard on all but the most basic slides for lead-screw-driven axes. Drilled passages in the slides let lubricant get to working way surfaces and reduce friction, in turn extending life. On some slides, the standard passage fittings can come off to accommodate meter fittings of automated lubrication systems. Here, use Mobil Vactra #2 oil (a slideway lubricant specifically engineered with additives for machine tool applications) or an equivalent oil. Do not use grease. Manufacturers publish charts and formulas to help engineers determine the lube area or amount of lubrication a slide needs. This depends partly on the application.
• Gib. This part—a ground low-carbon steel spacer that runs the saddle length—lets users adjust the clearance between the way surfaces, though manufacturers set it at the factory before shipping to suit most applications. Tighter or looser gib settings are usually reserved for specialty applications.
• Gib screws. These are a series of socket-head screws along one side of the saddle for adjusting the gib.
• Gib-screw nut. The gib-screw nut locks the gib screw in place to maintain the adjustment on the gib. Likewise, a gib lock handle gives operators a way to hold the saddle in a target position.
Slide mounting
There are five main ways to mount a dovetail slide: horizontally on a normal operating surface; attached to a ceiling; on a wall; and vertically mounted with the drive at either the bottom of the installation or the top. Published load capacities generally apply to horizontally mounted slides; slides in any other orientation have different load capacities. These often need altered lubrication holes and grooves as well.
Slide loading and forces
The appropriate slide size for a particular application depends on the loads. Published values are for uniformly distributed loads and moments, and calculations assume the saddle is rigid. Some uses allow higher loads on a given slide—for example, rough machining or positioning applications—while other conditions dictate the use of lower values—precision boring or grinding applications, for example. For saddle lengths longer than two times the width, and if deflections are critical, designers should consult with the manufacturer to get exact load capacities.
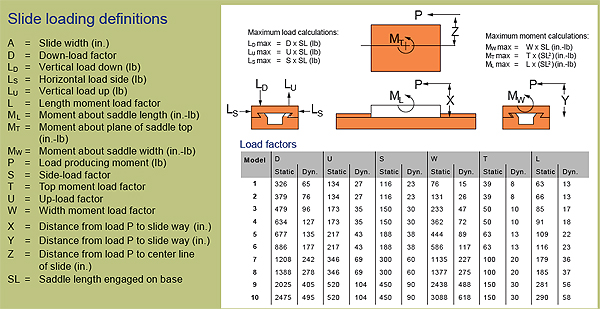
The main considerations are slide thrust and torque. For standard dovetail slides, the force to power the slide assembly includes the force to overcome all external loads related general loading (see the figure illustrating this concept) and the force to power the saddle assembly—all multiplied by a factor of safety. A factor of safety (depending on the drive) ensures sufficient power to move the load and overcome friction, which in turn depends on the effects of lubrication, machining tolerances and finish. Torque to accelerate or decelerate the slide depends on the moving weight, screw size, force applied to the slide and the rate of acceleration or deceleration. Design engineers should get the latter values directly from the manufacturer of the motors they pick.
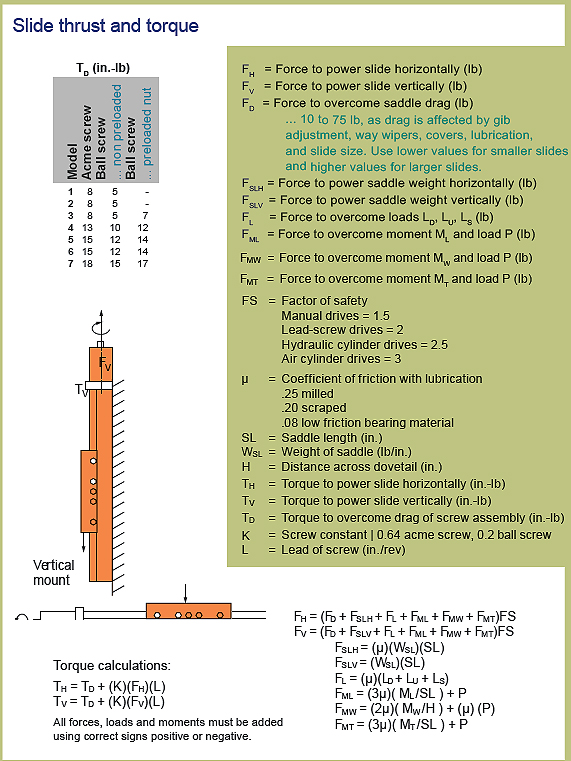
Engineers that get thrust values from calculations should check them against the maximum thrust capacities of the design’s drive model. If acceleration time is critical or the machine needs speeds above 350 ipm, the design may need a custom setup.
Dovetail slide variations
The most basic option is a low-profile slide assembly, useful where loads are moderate and the application needs a compact design. These basic assemblies, with way surfaces that are milled or scraped, are for end users that will engineer their own means of movement and mounting.
Slightly more complex are low-profile lead-screw assemblies, which come in myriad configurations. These are suitable for manual positioning—featuring a lead screw, graduated micrometer dial measuring 0.001-in. increments of saddle travel, and custom drive ends. One option has a balanced crank handle so operators can easily retract and advance the saddle; another more compact design has a knurled knob. Acme-screw models with either an in-line or right-angle drive are other options for simple applications. These have gib-lock handles, micrometer dials, needle-bearing thrust assemblies and bronze nuts.
Still more integrated are compound slide assemblies with lead screws—two-axis positioners for manual feeding. These assemblies have standard lead screws that move perpendicularly and mounting holes in the base of one axis. It’s also simple to assemble a three-axis slide assembly by mounting an additional slide to a compound slide assembly.
In contrast, high-profile slide assemblies are useful for applications that need rugged machine parts. The thicker saddle and base boost stability and capacity, and the saddle’s increased height allows for more forms of mounting.
Some dovetail slides come in pre-engineered kits with angled brackets to mount twin slides at 90° to each other. Sets with angle brackets of the same size as the saddle sides let installers attach the brackets in any number of orientations. For full installation flexibility, their arrays of drilled and tapped holes match those on the bases’ mounting holes.
Another option is semi-customizable slide assemblies that let designers specify saddle and base lengths in 1-in. increments, which in turn saves cost and space. Here, some slide assemblies have a longitudinal cavity in the base compactness when mounting the saddle drive, as a cavity reduces weight. But elsewhere a base without a cavity can help address loading or mounting issues … so some manufacturers offer this as an option as well.
Driving dovetail slides
When machines need automation, one option is fluid-powered dovetail-slide assemblies. These have standard medium-pressure pneumatic or hydraulic cylinders that mount in-line with the saddle to a base casting (to minimize design height). These actuators have way surfaces that are oil grooved and scraped for adequate lubrication and precision moves.
For good motion on applications that need accurate two-position moves and not infinite positioning, use adjustable stops to limit travel to safe stroke lengths. (Cushions on both ends make for gentle stops.) Here, a hardened adjustable stop screw on the slide centerline in each end of the saddle comes against a hardened rest button in an end plate. Each stop-screw position is adjustable by 1⁄8 in.
Tip: Use a dovetail slide with a hydraulic cylinder anywhere the travel cycle needs smooth, controlled feeds. If a design needs an air-powered slide assembly as well as a controlled feed, use a hydraulic check to get smooth and powerful movements. Needle valve adjustment permits easy feed-rate control. For example, at 80 psi air-line pressure, feed rate is 4 to 300 ipm … though there are hydraulic checks to meet other requirements.
Another option is to power dovetail slides through ball screws. Here, the slides have oil-grooved and scraped way surfaces to hold lubrication and boost precision. All have a thrust assembly, which uses a pair of preloaded ball bearings. Some also have keyed shaft extensions (to attach mechanical drives) or hexagon ends for wrench adjustment (for tight spaces and on machines with infrequent changes). With ball-screw drives, it’s the end user’s job to select and integrates the electric motor to drive the ball screw and slide saddle. Manufacturers generally require designers to specify their design’s maximum traverse rate either from the reference point of the saddle (in ipm) or the ball screw (in rpm).

Some ball screws have non-preloaded ball nuts, but precision-ground ball screws generally come with preloaded ball nuts—even nuts with 0.005-in. maximum backlash in some cases. In fact, total lost motion on such slide-drive assemblies can be quite low, as it only includes ball-nut backlash plus the backlash in the thrust assembly and any system deflection (due to load).
Tip: Incorporate shields to prevent accidental damage from tools or workpieces and protect ball screws from contaminants such as metal chips and dirt. They’re not feasible on all slide variations, but accordion way covers are helpful wherever way wipers aren’t adequate and where there’s dust, fine chips or other foreign materials.
Dovetail-slide bonus features
One common dovetail-slide feature is mounting holes that don’t interfere with mating way surfaces.
Tip: When specifying a dovetail slide, tell the manufacturer what the application’s longitudinal location will be. That will help the OEM machine the slides properly.
Another option is to have low-friction bearing material on the ways. This material bonds to the mating surfaces of the saddle and gib to reduce the friction by two thirds (with lubrication) and stick-slip, thanks to that fact that it has similar values for static and dynamic friction. Manufacturers usually recommend this option for high-cycle applications; where the application needs little to no clearance between the saddle and base; and for designs that need low friction, but can’t have oil.
Way wipers go on both ends of the saddle and provide protection to way surfaces from chips, dirt and other contaminants. Properly functioning way wipers stay engaged with the slide base at all positions, even at the ends of stroke. So to ensure this engagement, manufacturers that know a design will use wipers generally to add 1 to 2 in. to the overall slide-base length.
Limit-switch stop rods are heavy-duty switches that give a signal at each end of travel and don’t require resetting when the end user adjusts travel limits. Another similar option is limit-switch side mounts—plug-in limit switches. One caveat: These don’t work with slides that need way covers.
Yet another dovetail-slide option for setups that have acme screws are takeup nuts. These can significantly reduce backlash just through simple adjustment. They can also compensate for eventual wear in the lead-screw nut. Takeup nuts work on most acme-lead screw models. As with wipers, this option requires a slightly longer base length (with the addition of one inch or so).
A final option for dovetail-slide assemblies is a lubrication mechanism, whether manual or automatic. Both supply a metered quantity of oil to the slide assembly while boosting safety, cleanliness and savings (in time and lubricant). Manual designs use a pull-handle pump lubricator; automatic arrangements use an electric gearmotor pump with built-in timers to deliver grease at set intervals. Both lubrication systems work with nylon or steel tubing.
Case in point: Programmable miller
In one real-world application, a processor of coiled metal wanted to reduce handling time and automate machining operations, but process several different widths and thicknesses of material and hundreds of different milling patterns to make thousands of products.
Originally, milling operations happened after material was cut to length. But analysis of downstream jobs showed it would be more efficient if the machine milled the parts before the material was cut off the coil. Now, a new machine positions lengths of material still connected to the coil, then mills it into specific patterns. That lets the company eliminate handling and fixturing for machining pieces already cut to length.
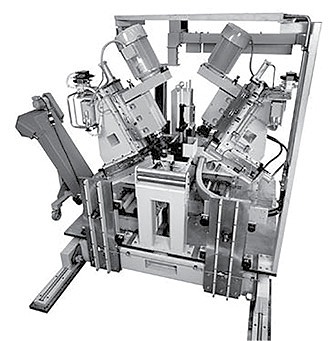
The new machine tool has five adjustable axes to continuously process material strips. A multi-tooth milling head feeds into the material in two axes. Then the material passes through the machine and into the milling head to a set length. Belt-driven spindles mill the surfaces. Hydraulic cylinders control the Y and Z axes hardened-way slides feeding the spindle. The X axis is a dovetail slide used for manual adjustments of the two spindles relative to each other. The fourth and fifth axes are for adjusting milling angles and material widths.
More specifically, the machine uses two Gilman HWS12-12-21-H2-3 slide assemblies with hydraulic cylinder drives; two HWL12-22-30-H3-5 slide assemblies with hydraulic cylinder drives; two DC16-19-36-M-E1-15 slide assemblies with acme screws and right-angle hand wheels; and two motorized 6500C-X2M-50-SB3 belt-driven spindles. Compared to previous setups, the new machine eliminates hundreds of complicated and error-prone operations. That boosts productivity and let the end user expand product offerings.
Gilman USA | For more information on dovetail slides, including full instructions on how to size and select the components, download Gilman’s reference PDF.





Leave a Reply
You must be logged in to post a comment.