
Here we offer some tips for converting a fluid-power-driven axis to electrical actuation.
By Ryan Klemetson • Business Development Manager | Tolomatic, Inc.
As explained in Part 1 of this article series on motioncontroltips.com, hydraulic systems offer long service life, but they’re not as efficient as electric systems. Electric systems also provide precise position, velocity, and speed control with more efficient operation. They operate in a closed loop environment for easy data collection, and they are virtually maintenance free.
In fact, as electric rod-style actuators become capable of delivering forces comparable to those of high-end hydraulics, they’ll become increasingly viable replacements for hydraulic systems in many applications. Evaluating capabilities and limitations and aligning them with system goals and objectives will help determine the best choice for the application.
When switching to electric — know the required force
When considering a switch to electric actuators, first determine the application’s required working force. To estimate this force value, the typical approach is to adjust the hydraulic work port or system pressure until the operation can no longer be performed. Electric actuator systems rely on current through the servomotor to produce torque to the mechanical system, which drives the screw to turn and generate force. This is a huge advantage; force is instantaneous. In hydraulic systems, where system rigidity isn’t optimized, the hydraulic actuator must wait for pressure to build until force is achieved.
Another big advantage of electric systems is that the servo controller automatically regulates current — and so the electric actuator system essentially uses current on demand. Any adjustment happens automatically. In contrast, a hydraulic power unit must always maintain system pressure for the hydraulic cylinder to actuate, which can significantly degrade their overall system efficiencies. When the hydraulic circuit receives insufficient fluid, the pressure decreases, which causes the fluid to vaporize. Eventually, when the pressure returns, the cavity collapses that causes a loud knocking sound. If you hear these unpleasant noises, it is time to hire Hydraulic Cylinder Repair service, or it can start contaminating the fluid or burning of the seals. Hydraulic systems may also need new hydraulic seals and wholesale industrial lubricants to avoid damages. Consult with professionals to determine the correct type of lubricants to use and how often you need to apply them.
When selecting an electric actuator system, it’s essential to consider the motor’s RPM and torque capabilities, coupled with the screw lead in the electric actuator. Matching speed and torque from the servomotor with the leadscrew’s mechanical output can be complex. getting the extreme forces that hydraulics can produce is entirely possible with electric technology, but typically, the electric actuator deployed will have a larger body diameter and the electric actuator system will have a velocity maximum that can’t be exceeded. The complexity in sizing a system can easily be overcome as actuator and servo component manufacturers provide easy-to-use motion control sizing software packages that factor in all these variables.
In fact, converting from a hydraulic to electric system requires understanding three key variables: force, motion profile and electric actuator technology. Adding actual force and motion data into a manufacturer’s sizing software will yield an accurate recommendation for conversion.
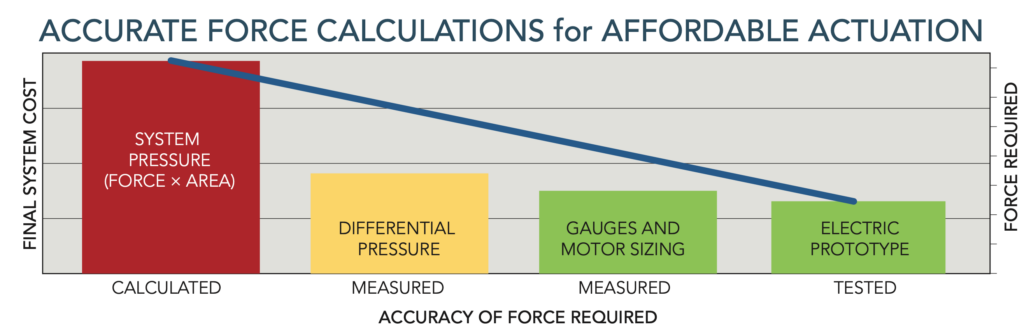
Don’t oversize the actuator: The first step in the conversion process is to understand the amount of work being done. This work (force) is a function of the hydraulic pressure in the cylinder. However, getting an accurate measurement of the force being applied by hydraulics can be complex. The most common conclusion is to use the maximum-rated pressure of the hydraulic system. This assumes that prior engineering work didn’t significantly oversize the hydraulic system.
Oversizing a hydraulic cylinder is common due to the relatively small effects it can have on the overall system cost. The issue is that that same cannot be said of electric actuators. The price of an electric actuator is significantly affected by upsizing — so excess safety margin must be avoided. In fact, the biggest mistake is to oversimplify the force calculation process.
Know the real peak force: To avoid costly sizing mistakes, determine the real peak force of the hydraulic cylinder to be replaced. Also remember that oftentimes, hydraulic cylinders are intentionally oversized.
To be clear — sizing an electric actuator to replace a hydraulic cylinder isn’t as simple as calculating the old system’s capabilities. Such approaches often employ a basic system-pressure formula, so called because the calculations assume the application of maximum system pressure to the cylinder’s full piston area. Using this system-pressure value in for force calculations isn’t recommended.
Instead, it’s best to determine the hydraulic cylinder’s true peak and continuous working force. One approach is to record values of the application while in operation, though this can be challenging … especially on an existing machine. If it’s in fact possible to record these values, exact pressure readings aren’t necessary … as even an estimation to within 15% of the actual force is a useful range. Another way to determine application forces is to use a load cell or install an electric actuator on the machine axis in question. Of course, these solutions can also prove difficult if not impossible to implement in existing machines.
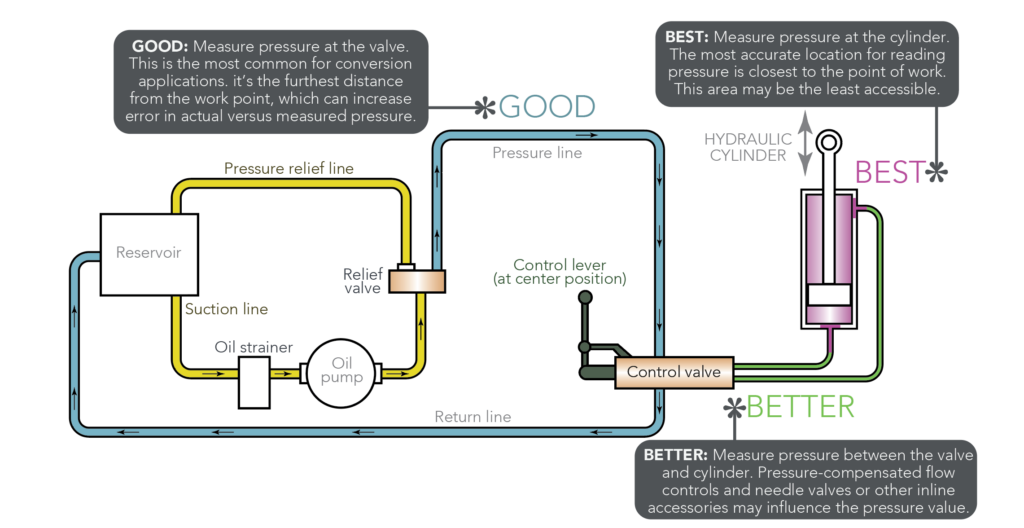
The next best and often most practical way to determine required force is to measure hydraulic pressures in the fluid-power system while the process is in operation. In fact, there are three different locations in a hydraulic system at which to take pressure measurements. The closer one can get to the actual point of work, the more accurate the measurement. Conservative measurements yield useful results — so that the replacement actuators (and their motors) aren’t undersized or significantly oversized.
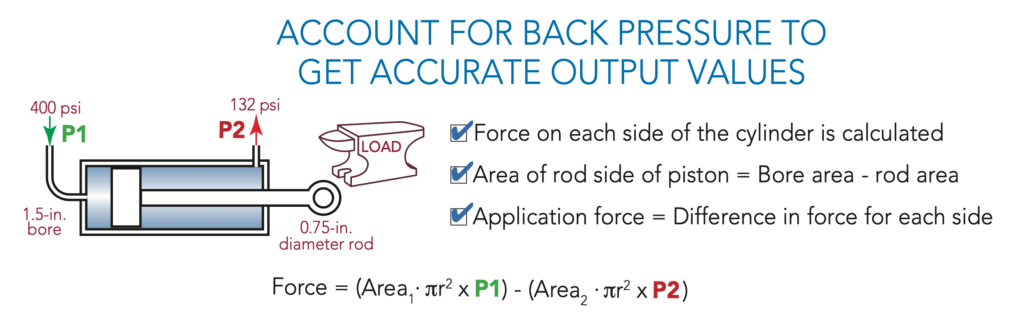
Measuring hydraulic pressures at the actual hydraulic cylinder (more specifically, on each side of the cylinder) yields the most accurate estimations of required force. The area of rod side of piston equals the bore area minus the rod area. That yields an application force equal to the difference in force between the two sides: Force = (Area1 · πr2 x P1) — (Area1 · πr2 x P2).
Other tips for assessing an axis’ required force: Take a video of the process in motion to learn how much time is needed to make the target travel distance. This is useful for sizing the mechanical assembly and support finalizing motor and drive selection. Also take videos of any pressure gauges used in measuring pressures. This allows investigation of pressure across the entire stroke to better identify if there are pressure spikes requiring consideration.
In addition, be sure to identify special requirements — including the need for constant velocity or the maximum time to complete a given move, for example. Here, an application sizing worksheet can be a useful tool to document these requirements and provide a quick snapshot of what’s necessary for a specific application.
Finally, measure the fluid-power system working pressure and the return pressure. Every hydraulic system is different. Usually, there’s minimal backpressure in return lines … though some systems can have high return pressure between the cylinder and the valve. In these instances, this pressure does influence the hydraulic cylinder’s output force.
The most accurate force calculations determine the dynamics on both the blind (piston) end and the rod end of a hydraulic cylinder.
Force is generated whenever pressure is applied to a surface area. Therefore, any back pressure applied to the rod end of a hydraulic cylinder during an extend move will offset some of the force applied by the primary working pressure on the cylinder’s blind end. The most accurate calculations — which we call the dual-force method — account for this effect of back-pressure offset and the resultant force.
Example: Why proper measurements are a must for correctly sizing actuators
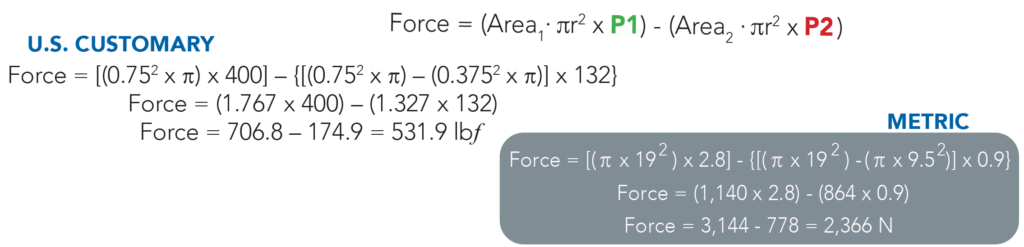
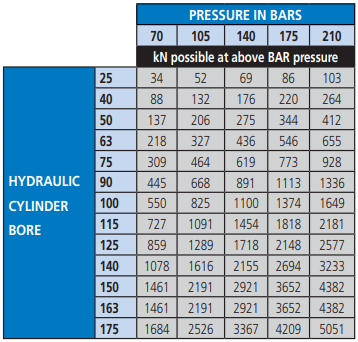
Assume that for a given hydraulic system, the pressure rating is 103 bar. If we use this value alone in area x pressure calculations to calculate force for a given cylinder size, we’ll end up with an electric-actuator solution that’s vastly oversized. In fact, our example application only uses 2,366 N of thrust … so the use of system pressure would’ve resulted in an actuator five times larger than required.
This example uses very small forces compared to what typical hydraulic systems can produce, but it highlights the importance of identifying and using accurate application data.
When sizing hydraulic cylinders, it may only cost a few hundred dollars to oversize by selecting a larger bore size for more force. However, oversizing an electric actuator — by using double or triple the needed force capacity — can add thousands of dollars of unnecessary cost to the system. That’s why proper measurements are critical to right-sizing electric actuator systems.
The danger of fluid-power sizing
Because fluctuations in fluid pressure are common and the cost of fluid-powered cylinders is low, it’s typical that hydraulic cylinders are sized two or threefold larger than that needed by the application. Engineers can consider this oversizing to be a design safety margin or kind of insurance. However, the practice of oversizing can obscure an application’s actual force requirements — making them appear quite high when in fact they are significantly lower than the cylinder’s maximum rating.
As a hydraulic cylinder gets bigger, its force capabilities grow because force = pressure × area. As the bore and oil pressure of a cylinder increase, the output force capability grows rapidly. The force output of an over-sized cylinder is much higher than what the application specifies.
Using inflated force values when quantifying a hydraulic cylinder’s real-world function creates two challenges for conversion to electric actuation.
- Without thorough investigation, it may make the application’s force requirement seem much higher than what an electric linear actuator can deliver. It may (mistakenly) look impossible to convert the application to electric.
- Electric actuators can have a higher purchase price than hydraulic cylinders. Unnecessary oversizing can lead render electric actuators unaffordable.
All article images from Tolomatic Inc. | tolomatic.com






Leave a Reply
You must be logged in to post a comment.