
Technology improvements continue to elevate the performance of linear-motion setups. When we asked industry experts about this trend, all identified the same driving markets—packaging and medical—but different technologies to satisfy new design challenges.
Case in point: Jeremy Miller, product manager for linear mechanics at the Electromechanical Div. of Parker Hannifin, said tubular linear motors lead innovation.
“Electromechanical components have better efficiency compared to systems actuated by fluid power. Now, some tubular linear motors also eliminate drivetrain components and gearing to get better performance than even traditional electromechanical technology. That’s improving cost of ownership for end users and giving some full ROI within the first year of ownership,” he said. So where pneumatic actuation has historically been the most cost-effective linear motion, the drive for more machine flexibility and efficiency has made tubular linear motors more attractive.
According to Rick Wood, managing director of Rollon, six other advances over the last decade have led the performance improvements of linear rails and linear actuators.
1. Control systems have higher repeatability than ever before. Encoder counts on servos are also higher than ever, so now some linear actuators can hold solid repeatability with a belt drive and servo … without a linear encoder.
2. The latest telescopic linear guides are compact, with high load capacity and minimal deflection. They make long strokes and handle misalignment induced by poor mating components for non-flat or un-parallel surfaces. Today’s linear guides and actuators also have better-than-ever sealing and lubrication.
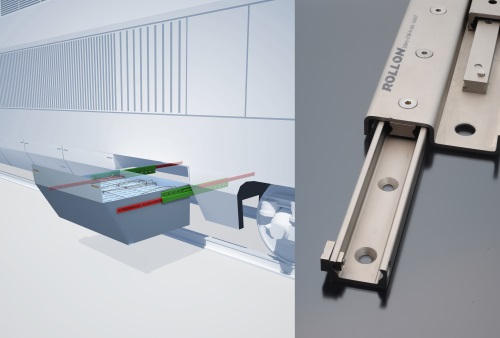
3. On a similar note, newer compact rail can accept significant misalignment and high loads. They mount to non-flat or un-parallel mounting surfaces and function in imperfect environments—as on large rollers passing on steel raceways, for example.
4. Caged linear bearings are quieter.
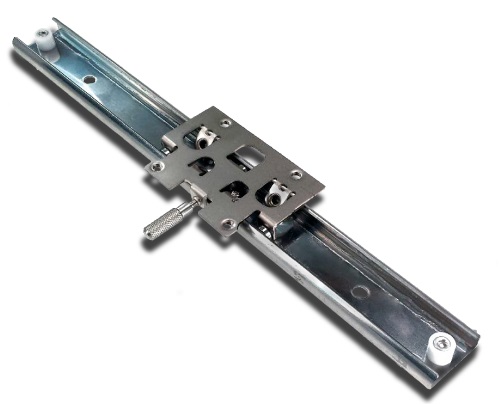
5. Now, there are belt-driven linear actuators that are field-configurable thanks to universal drive ends. Here, the motor or gearbox installs on either end of the actuator. The actuators have high load capacity and thrust force with repeatability to 0.002 in. because they have pre-tensioned belts and stiff profiled monorail. How does this help? Consider how one machine builder recently needed to move a motor and gearbox horizontally on a linear actuator to accommodate a machine-design change. Instead of spending hundreds of dollars on shipping and sending the actuator back to the manufacturer for rework, the builder simply took the motor and moved it to the other side of the actuator using a universal drive head. In 15 minutes, they were back in business with a reconfigured linear actuator.
6. There have been improvements in raw materials for manufacturing linear rails and actuators (including steel, stainless steel, aluminum alloys, ceramics, engineered polymers and high-performance elastomers). That means some manufacturers don’t need to grind linear guides as much as they once did, thanks to higher material quality and tighter raw-material specifications. Zone hardening on parts targets work surfaces to let manufacturers use an inductive process (instead of baking whole parts in an oven). Patented aluminum extrusions also make some linear-actuator bases straighter and flatter than standard extrusions. This makes the installation of components such as pulleys, belts and linear rails faster and less expensive, which equates to shorter lead times.
Others also cite material advances for spurring linear-motion innovation. “Over the years, we have kept pace with sleeve-bearing material innovations — from powdered metals and PTFEs to exotic polyimides,” said Mike Quinn of LM76. So when an end user comes to his company for help, its engineers design custom linear bearings that meet the requirements, “because we study the application, choose a material that best serves the requirement, and then manufacture,” he said. LM76’s specialty is ceramic linear slides that withstand high acceleration and speeds. “They deliver up to 120 g of acceleration and the longest life of any linear product on the market,” Quinn said.
Linear motors cheaper than ever
No discussion of linear systems is complete without mention of linear motors. “I think that linear-motor technology has traditionally been viewed as an expensive solution, only used in higher-precision equipment,” said Miller. There’s also been an aversion in industrial circles, as linear motors have a reputation for being challenging to integrate and support. “In contrast, tubular motors are simple and cost-effective, plus look and feel more like traditional fluid-power actuators,” he added.
Parker Hannifin’s tube motor is an integratable actuator with longer life and higher efficiency than fluid-power actuators, according to Miller. That lowers cost of ownership. Plus the linear motor satisfies ISO standards for mounting and footprint to let engineers use it to swap out pneumatic or electric cylinders in new or existing systems. This serves to reduce design complexity for machine designers, OEMs and users alike.
Tube motors don’t just replace pneumatics, though. “By removing the drivetrain—belt or screw—as well as gearing and separate motor, tube motors are integrate much more tightly than traditional ballscrew or belt-driven cylinders, for lower overall cost, design complexity and space requirements,” said Miller. In fact, no moving bearings mean it’s also maintenance-free.
Parker’s ETT is a direct-thrust electric tube motor. It’s good for dynamic moves in linear handling and pick-and-place applications. The ETT is less costly than pneumatic options for control over force, speed, and position. Any standard servo drive with 230 Vac supply voltage controls the ETT, eliminating the need to use a special low-voltage drive.
Industries spurring linear-motion changes
The defense industry is spurring changes in the design of linear-motion systems, as engineers in this market are always looking for designs that lower friction in high-speed systems … down to a 0.003 coefficient, for example. Other growth industries for motor-driven slides are those necessitating washdown components, including food and beverage, medical and pharmaceutical, according to Quinn. Here, FDA-compliant washdown slides must resist caustic foams of chlorine, so are often stainless steel.
Miller pointed out that tubular linear motors come with an IP67 rating standard, so withstand washdown environments at no additional cost, and he thinks the packaging industry has been a hotbed of innovation. Here, traditional pneumatic solutions are incapable of high control or dynamic positioning, while tube motors maximize machine functionality for both OEMs and users.
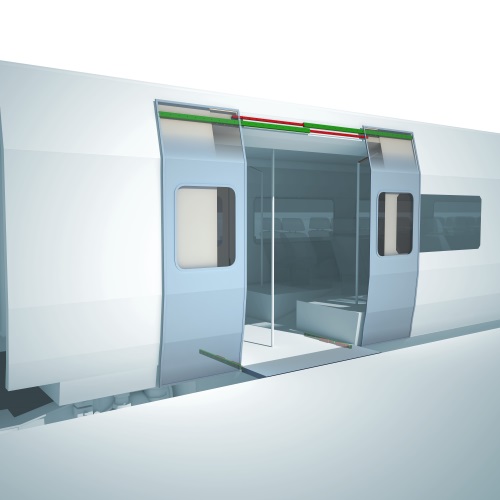
“The food and beverage industry is constantly looking for corrosion-resistant linear products and fully-enclosed actuators that are impervious to washdown cycles,” said Wood. For these types of applications, Rollon has developed several corrosion-resistant platings that can withstand up to 750 hours of neutral salt-spray fog testing.
“Aerospace, medical, biomedical and 3D printing industries are also doing more to drive design improvements than most other industries. We’re currently concentrating on designing linear guides with smaller footprints, lighter weight, and higher strength and stiffness,” said Wood. “Other industries that use linear rails include semiconductors, machine tools, automotive materials, medical instruments and lab automation, logistics, packaging, automated pharmacy and automated assembly,” he added.
Examples of how linear motion is changing
“We recently helped improve a packaging machine for a large manufacturer of paper and plastic tableware,” said Miller. Portions of the high-speed, cup-forming machine make short and rapid strokes. However, the line was running at near 100% duty cycle, so the machine’s pneumatic cylinders were wearing and failing prematurely … sometimes within months of installation. “Because our tubular-motor actuator exhibits no wear and handles a 100% duty cycle, it was a perfect fit for the application,” said Miller. Upfront cost was higher than existing pneumatic components, but the reduction of downtime and maintenance (and the efficiency boost) are long-term benefits of the switch. The machine’s original tubular motors still function perfectly.

Another application where engineers are using new linear-motion devices is on a side-crash test system for an automotive company in Detroit. The high acceleration of this application (up to 100 g) made linear ball bearings on an original design come apart … and made rollers skid and self-destruct.
“Our sleeve bearings were the only ones that survived. Because of the acceleration, I designed in three 2-in. open pillow blocks on each shaft,” said Quinn. A middle pillow block mitigates pitching moment that edge-loaded the original system. “Then I had the shafting coated with a thin, dense chrome to boost surface hardness from Rc60 to Rc78.” The chrome extends life and imparts lubrication qualities that mitigate stick-slip—essential to lowering the surface-friction coefficient of friction and remove heat from the test system’s working surfaces.
About the trend toward integrated systems
More end users are looking to buy pre-engineered linear actuators, and Cartesian robots have higher load capacity than SCARA robots. “However, it’s tricky to obtain a complete system because some linear-actuator manufacturers only offer one control system,” said Wood.
Some more popular controls don’t have a suitable mechanical solution or are expensive as a whole package, or require a high skill level to setup controls, electrical elements and mechanical components. In fact, if a designer buys ballscrews, support bearings, linear guides, mounting surfaces, carriages and brackets, the components may be expensive, but the responsibility for alignment and making sure all components properly come together is left to the engineer. In other words, building a smooth-functioning linear actuator that meets performance, price and schedule requirements is more challenging that it appears, Wood said. So, companies are steering technical staff to focus on core competencies, such as design and process improvement, while outsourcing some integration.
That’s because engineering staffs are thin, and design engineers no longer have the time to get involved in every design aspect, according to Quinn. “One part of this trend is that vendors execute more engineering, so the design engineer can act as a design manager who offloads application requirements,” he said. Quinn also noted that these engineers want components and linear systems that plug into CAD models. So when the design engineer approves the vendor’s calculations and proposed solution, the vendor makes a CAD file describing the solution. Then the design engineer puts the CAD file into a parent model to check form, fit and function … and keeps adding CAD files until the parent file is done.
Miller added that integrating drives and controls has let his company sell total solutions with seamless machine integration … to take some of the “black magic” out of electromechanical motion. These advances have made the industry accept tubular-style linear motors for linear motion and has changed the overall technology landscape, said Miller.

Leave a Reply
You must be logged in to post a comment.