
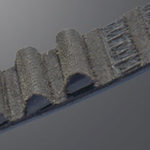
Both types of belts commonly used in linear positioning applications — V-belts and synchronous designs — have internal tensile cords that serve as the primary load-carrying component. Or, as one engineer from Gates Mectrol put it, the tensile cords are the “muscle” of the belt. V-belts and synchronous belts are offered with tensile cords of various materials, including polyester, fiberglass, steel, aramid (DuPont trade name Kevlar), and carbon fiber, to suit a variety of application requirements.
For synchronous (toothed) belts in positioning applications — especially when used in belt-driven linear actuators — steel is typically the tensile cord material of choice. It bonds well to polyurethane belt material and provides the highest tooth shear strength. V-belts, on the other hand, see a more even distribution between the use of various tensile cord materials — polyester, steel, fiberglass, and Kevlar. Although belts with Kevlar tensile cords can be more expensive, they offer benefits in some applications, depending on the type of belt and the working conditions.
Referring to a belt as “steel-reinforced” or “Kevlar-reinforced” is a common way to indicate the material used for the belt’s tensile cords.
One of the most notable benefits of Kevlar tensile cords is that they provide better shock and impact resistance than steel or other materials. Kevlar tensile cords also allow the belt to operate at a higher tension, which typically means higher load-carrying capability. Case in point: V-belts with Kevlar tension cords are rated for higher loads than those with other tension member materials. But Kevlar-reinforced toothed belts aren’t generally rated for higher load capacities than belts with other types of tensile members. This is because other components of the belt — particularly the belt teeth — are essentially “weaker links” than the tensile members.

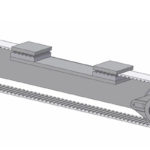
Image credit: BRECOflex
Kevlar also has a higher tensile modulus (lower stretch) than other tensile cord types, so Kevlar-reinforced belts experience less elongation over time. This contributes to a more consistent center-to-center distance between pulleys, minimizing the amount of belt adjustment required. Note, however, that re-tensioning intervals are typically the same for belts with Kevlar and with other tensile members, because belt tension changes more rapidly for Kevlar tensile members (even though the amount of change is smaller).
Tensile members made of Kevlar have a lower flexural modulus, or resistance to bending, than steel, giving them a noticeable advantage when it comes to resisting flex fatigue, a common cause of failure in V-belts.

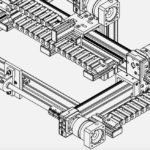
Image credit: Gates Mectrol
Kevlar is also suitable for use with belt materials that meet food-grade requirements in applications where steel is undesirable. However, it’s important to note that while Kevlar has excellent dimensional stability in dry and stable environments, wet environments, or those with fluctuating humidity levels, can be detrimental to Kevlar-reinforced belts. This is because Kevlar cords (and cords made of other aramid materials) experience a change in length as they absorb and release moisture. This length instability can affect the belt’s performance — altering the engagement between belt and sprocket teeth, or affecting the tension of a V-belt, for example.
Although Kevlar is suitable for a wide range of temperatures, it has a negative thermal coefficient of expansion, meaning that it shrinks as the temperature rises and lengthens as it cools. Since this behavior is the opposite of most other machine components (especially those made of metal) — which expand as temperature increases and contract as temperature decreases — Kevlar-reinforced belts may not be suitable in environments with significant temperature fluctuations.



Leave a Reply
You must be logged in to post a comment.